モータの巻線方法と工程について
2回目の登場となります製造部のEDDIEです。2023年も終盤に差しかかっていますが、 悲しいことに今年は数々のロックレジェンド達が亡くなってしまいました。 Jeff Beckに始まり鮎川誠・高橋幸弘(YMO)・坂本龍一・Robbie Robertson(The BAND) Randy Meisner(EAGLES)・Bobby Coldwell・Bernie Marsden(White Snake) David Crosby(CS&N)・Tina Turner・櫻井敦司(BUCK-TICK)・HEATH(X-JAPAN) ああ多すぎる!! 中学生の頃から夢中になって今でも聞き続けて数十年。 仕方がないですがもうこれ以上は・・・。 R.I.P.

さて今年の春まで生産管理課に所属しておりましたが、製造部の方へ異動となりまして、主に巻線・組立の工程を担当していますので、今回は巻線についてご紹介します。
巻線とは、電気製品の部品にエナメル線(銅線をエナメルの絶縁被覆で覆った電線)を巻きつけて、電磁石の機能を持たせる事ですが、モータの製造においては、正に心臓部を作る大変重要な工程になります。
整流子モータ(ユニバーサルモータ)においては回転子、固定子共に巻線を行いますが、永久磁石を使ったモータでは、磁石を付けていない側だけに巻線を行います。
トラディショナルなDCマグネットモータでは回転子側、最近のブラシレスモータ(PMモータ)では固定子側にのみ巻線を行う事になります。
エナメル線にはどんな種類のものがあるのか(沢山あります!)や銅線を巻くと何故電磁石になるのか(フレミングの左手の法則って理科で習ったのを覚えてますか?)、磁力線とモータの回転原理なども大変興味深い話になりますが、またの機会に譲る事とします。(モータに関する話題は尽きる事がありません。。。)
まずは代表的な巻き方を大まかに分けてご紹介します。
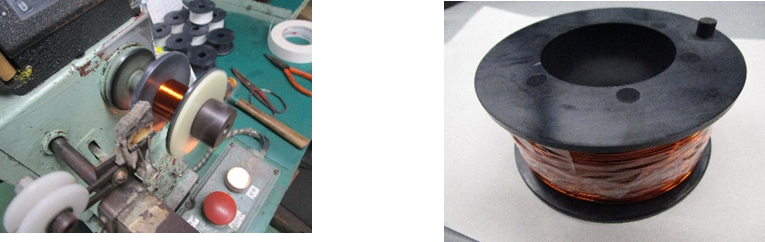
・ スピンドル巻き
一般的なボビンを回転させ巻き付ける方法。
写真は弊社で製造している、ホイストクレーン向け電磁ブレーキのコイルになります。
・ トロイダル巻き
環状で、環の中心から外側に向かって巻き付ける方法。
変圧器やノイズフィルター用の部品などに使われます。

・ ノズル巻き
内部から巻くことができ、インナー巻きに適した方法。
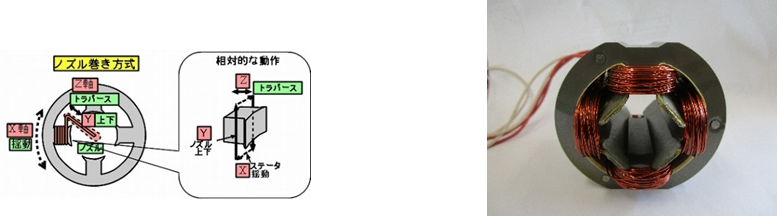
写真は弊社で製造している、SRモータのステータになります。
・ フライヤー巻き
フライヤーが回転して外側から巻き付ける方法。

写真は弊社で製造している、DCマグネットモータの回転子(ロータ)になります。電機子(アマチャ)と呼ばれる事もあります。 ステータのコアを分割して、フライヤーで巻く工法もあります。占積率と生産性の向上に効果があります。
次に弊社の製造しているモータとその製造工程に沿ってご紹介します。
弊社では整流子モータ・DCマグネットモータ(詳しくは製品情報まで)が最も生産数量が多い品目になります。
固定子(ステータ)は、ノズル巻き(専用機械による)にて行います。
回転子(ロータ)については、フライヤー巻き(専用機械による自動巻線)にて製作してます。
治具交換により、2台の巻線機で300種以上の様々な巻線パターンに対応しています。
太い線径のものや、整流子への結線角度が大きいものなど、どうしても機械では巻けない製品も多く、その場合は簡易機械を使った人の手による巻線(手巻き)で対応します。
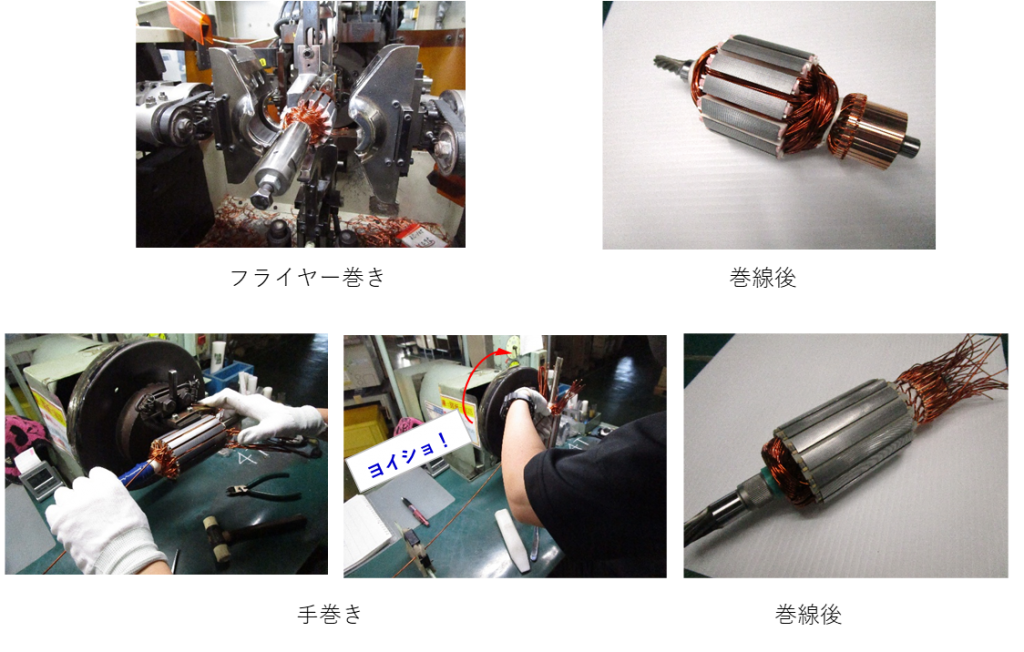
ご察しのとおり手巻きは作業時間が掛かりますが、小ロット生産に適した手法です。
仕様的に自動巻線が可能なものでも、試作段階や生産予定数が少量の場合は、治具等への投資費用負担をおさえるために、生産コストが高くなっても手巻きで継続生産する場合があります。
モータ製造工程での巻線の場合、線を巻くだけでなく、かならず結線が必要になります。
ステータの場合は電源回路へのリード線と接続端子を付けることで完了しますが、整流子モータの回転子では、整流子(コンミテータ)の各セグメントへの接続結線が必須となります。
整流子とは何ぞや?というのは冒頭の「磁力線とモータの回転原理」の話になりますので、詳細は割愛しますが、一言で言うと電磁石から回転を生み出すための「機械的なスイッチング回路」の役割を果たします。この回路の電気接点が整流子の各セグメントとブラシ(炭素電極)になります。この機械的接点がないという事が「ブラシレスモータ」という用語の意味するところです。
実はこの辺りの詳細は、以前CQ出版社からの依頼で弊社の技術部長がMOTORエレクトロニクスNo.8(トランジスタ技術 2017年10月号増刊)にて解説記事を書いています。(第2章 直流用・交流用・交直両用がある「整流子モータ」の動作原理と使い方)ただかなり専門的な内容になりますし、残念ながら現在は絶版のようです。
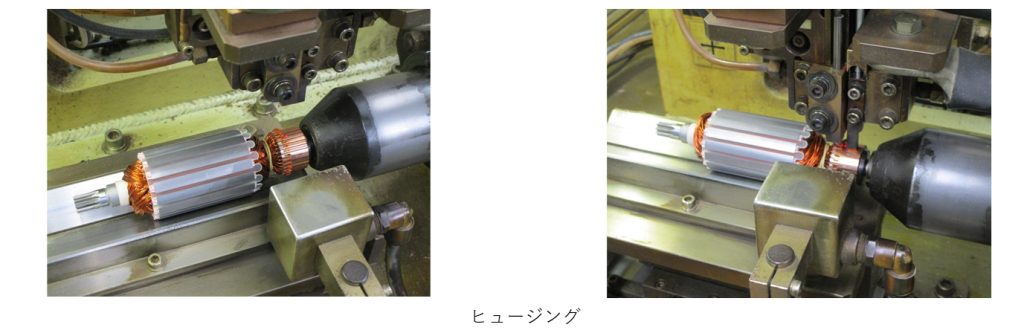
それでこの整流子(コンミテータ)の各セグメントへの接続結線には、大きく「フック式」と「打ち込み式」の2種類があり、軽負荷のモータではより簡易な(基本的に引掛けるだけ)フック式が使われますが、弊社では高負荷・高速回転の用途が中心ですので、より強固に接続できる打ち込み方式で、更にその後に「ヒュージング」と呼ばれる溶接工程があります。また打ち込み式には幅狭・多セグメント構造の整流子を使った高出力モータの設計を可能にするというメリットもあります。
数百ボルト(用途によっては数千ボルト)の電圧がかかる電気回路になりますので、工程後の導通試験や耐電圧試験が必須になります。(モータの絶縁については23年9月のブログをご参照ください。)
巻線の次に、ワニス処理を行います。巻線全体を特殊な有機溶剤でコーティングして固めて動かないようにします。表面の保護にもなります。
ワニス処理を省略するモータもありますが、弊社の主要用途(高回転・高負荷)では必須となります。
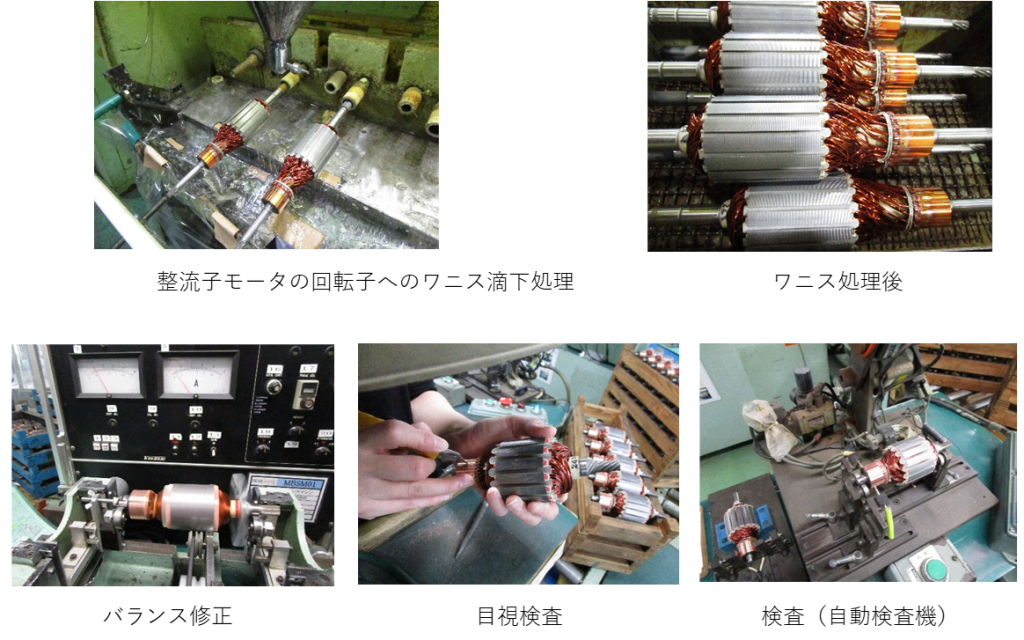
その後回転しても振動が起きないようバランス修正(詳しくは2023年8月の技術者ブログ)を行い、
導通・絶縁不良などないか目視を含む最終工程である検査工程を経て完成となります。
(線を巻く作業周辺に絞ってご紹介しましたが、実際には整流子モータの回転子だけでも30以上の工程があります。)
最後に、最近生産が増加してきているIPMモータの巻線についてご紹介します。
冒頭で触れましたように、巻線は固定子(ステータ)に対してのみ行います。
どのように空間に分けて巻くかによって、集中巻き・分布巻きの2種類があります。
集中巻は、一相の一つの極分(一相一極分)の銅線を一つのスロットに通します。
集中巻の一般的な特長として、一極のTeeth(歯)にコイルを直接巻くので、分布巻きよりもコイルエンドの高さを低くする事ができ、モータの銅損を少なくできます。と共にモータ自体の軸方向長さを詰めることができ、磁束が大きくなるメリットがあります。また工作がしやすいというメリットも有します。
デメリットとしては、ステータ磁界が不均一な状態で分布するので電磁鋼板の鉄損が大きく、コギング(磁力による引っ掛かり)が生じやすく、モータの電磁騒音も大きくなりがちです。
集中巻きは、小さなモータに適しています。

分布巻きは、一相の一つの極分(一相一極分)の銅線を複数のTeethに渡ってスロットに通します。
分布巻きのメリットとして、ステータの磁束が等配に分布するので電磁鋼板を有効に利用できると共に鉄損が少なく、モータ電磁騒音が少なくなる傾向があります。また、スロット数を増やせば、コギングトルクの低減が容易になるということもあります。スロット数が多いモータはTeeth(歯)が小さくなるので集中巻きには不向きです。
一方、デメリットとしては、コイルエンド部の銅量の増加に伴うサイズの大型化や銅損の増加があり、
スロットへの分布巻き線の挿入にかかる工数や製造コストは、集中巻きに比べると増加します。
分布巻きは、大きなモータに適しています。

分布巻きは誘導モータ(インダクションモータ)で一般的な巻き方で、弊社では誘導モータは内製しておりませんので、分布巻きについては協力会社での作業になります。
今後IPMモータの動向によって、内製や設備投資を検討して行きます。
以上、一般的なモータ巻線の工法の解説と共に、弊社での工程について説明させていただきました。
弊社の特長は、要求仕様によって線径や巻き数がそれぞれ違うカスタム製品つくりに対応出来る事です。内製出来ない仕様や標準品の量産についても協力工場にて対応が可能です。
ご要望・お見積りがある方は是非弊社までお問い合わせください。
